Produkcja płyt fleksograficznych: analiza porównawcza potwierdza wyższość naświetlania diodami UV LED nad naświetlaniem konwencjonalnym.
05 kwietnia 2019
Dlaczego urządzenie Esko XPS Crystal zapewnia wyższą spójność płyt fleksograficznych i lepszą jakość druku niż kopioramy konwencjonalne
Branża druku fleksograficznego szybko wdraża innowacje. Żeby nadążać za zmianami, przedsiębiorstwa działające w tej branży muszą śledzić pojawiające się nowe rozwiązania. Firma Esko, będąca globalnym dostawcą innowacyjnego sprzętu i rozwiązań programistycznych dla branży druku i opakowań, przeprowadziła niedawno serię testów porównawczych systemu naświetlania płyt Esko XPS Crystal w celu potwierdzenia tego, że jest w stanie utworzyć najbardziej spójne na świecie płyty fleksograficzne.
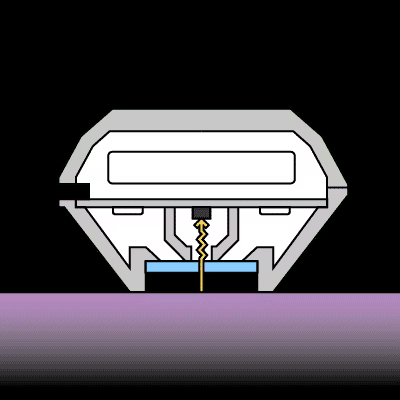
W konwencjonalnych kopioramach do wytwarzania promieniowania ultrafioletowego niezbędnego do naświetlania płyt fleksograficznych służą lampy fluorescencyjne. W celu zwiększenia prędkości i wydajności przetwarzania, w ostatnich latach opracowano nowe systemy promujące wykorzystanie lamp emitujących światło o wysokim natężeniu, przy założeniu, że przeniesienie na płytę większej ilości energii w krótszym czasie pozwoli na zwiększenie wydajności produkcji płyt i poprawę ich spójności.
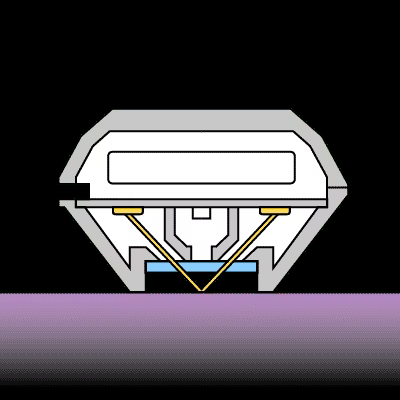
W 2016 r. firma Esko wprowadziła na rynek urządzenie XPS Crystal wykorzystujące nową metodą naświetlania płyt, polegającą na zastosowanie nowego układu diod LED do generowania światła UV o dużym natężeniu, zamiast jednoczesnego naświetlania całej płyty. W urządzeniu XPS Crystal firmy Esko, układ diod LED przesuwa się nad powierzchnią płyty ze stałą prędkością. Pozwala to na eliminację czasu nagrzewania oraz ryzyka miseczkowania punktów matrycy na skutek niespójnej oraz/lub zbyt długiego naświetlania płyty. Układy diod LED nie ulegają degradacji, w odróżnieniu od lamp fluorescencyjnych, w przypadku których po 1000 h natężenie wytwarzanego światła maleje zazwyczaj o 30%, co powoduje konieczność wymiany lampy i niestabilność produkcji płyt.
W typowych układach diod LED nie następuje degradacja, a oczekiwany czas eksploatacji wynosi ponad 5000 h, co powala na perfekcyjną kontrolę produkcji płyt. Diody LED emitują zimne światło, co ogranicza do minimum nagrzewanie się płyt oraz zapewnia wytwarzanie jednorodnych punktów na całej płycie. Inaczej jest w przypadku lamp fluorescencyjnych, gdzie jakość emisji światła różnych lamp nie jest identyczna.
Procedura testu
W celu określenia względnych zalet różnych technologii naświetlania, firma Esko przeprowadziła serię testów porównawczych dla kopioram wykonanych w technologii naświetlania konwencjonalnego (NK) oraz zimnego naświetlania konwencjonalnego (ZNK). Uzyskane wyniki porównano z wynikami uzyskiwanymi przez urządzenie XPS Crystal firmy Esko. Uzyskanie bardziej spójnego naświetlania przez urządzenie XPS Crystal firmy Esko wymagało wykazania mniejszych różnic w zakresie grubości reliefu oraz wielkości punktów utworzonych w całym zakresie tonalnym.
W celu zapewnienia spójności analizy, przeprowadzono testy wstępne w celu:
- Zapewnienia określenia prawidłowego czasu przetwarzania dla każdego urządzenia naświetlającego
- Weryfikacji prawidłowej minimalnej wartości punktu dla każdego typu naświetlania
- Potwierdzenia spoczynkowej temperatury otoczenia dla każdej kopioramy w celu określenia temperatury dla zimnego naświetlania konwencjonalnego

Lampy banklight vs diody LED UV:
- Regulowany cyfrowo poziom naświetlania płyty światłem UV
- Wydłużenie okresu użytkowania poprzez wydłużenie czasu naświetlania
- Typowa wymiana lamp
Analizy i wyniki
Testy podstawy płyty i reliefu
Jeśli chodzi o pomiary podstawy płyty oraz ocenę reliefu, w badaniu wykazano, że trzy konfiguracje naświetlania nie pozwoliły na uzyskanie płyty o tej samej (spójnej) wartości podstawy. Jednak w przypadku urządzenia XPS Crystal firmy Esko uzyskano płytę o najwyższej spójności
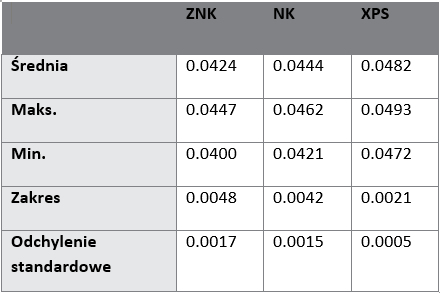
Rys. 1.1. Połączone średnie pomiary podstawy (cale)
Zimne naświetlanie konwencjonalne wymagało dłuższego czasu na uzyskanie tej samej głębokości w podstawie, a głębokość ta była mniejsza niż w przypadku naświetlania konwencjonalnego (o 0,002 cala), co wskazuje na znaczenie lamp wstępnie rozgrzewanych.
W przypadku płyty 50x80, naświetlanie konwencjonalne miało co najmniej o 200% większy zakres oraz trzykrotnie większe standardowe odchylenie pomiaru podstawy niż kopiorama XPS.
Dodatkowo urządzenie XPS firmy Esko wykazało mniejsze różnice w pomiarze podstawy, nawet w porównaniu z fabrycznie nową kopioramą konwencjonalną.
Naświetlanie urządzeniem XPS wiąże się ze znacznie mniejszą dystrybucją, która potwierdza jego różnice w zakresie i standardowym odchyleniu. Jeśli chodzi o tworzenie punktów, kopiorama XPS była w stanie mniejsze utrzymujące się punkty drukarskie na płycie w porównaniu z naświetlaniem konwencjonalnym.
W tabeli podano średnie wyniki pomiarów oraz odpowiedź liniową płyt.
W rzeczywistym środowisku produkcyjnym zalecane jest, aby dla płyty stosować dodatkową krzywą w celu zarządzania zwiększonymi wartościami tonowymi dla prasy. W związku z tym, w środowisku produkcyjnym wszystkie powyższe wartości, z wyjątkiem minimalnej wielkości punktu, byłyby odpowiednio skorygowane i zarządzane.
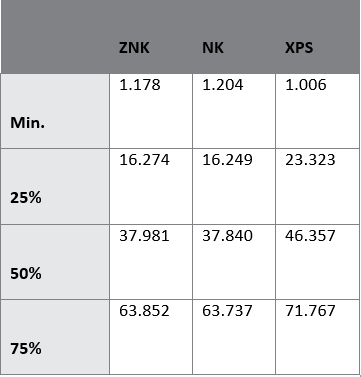
Rys. 3.1. Średni pomiar punktu dla pełnej płyty
Zauważono, że wartości zmierzone dla płyt naświetlanych w technologii ZNK i NK wynosiły średnio 10,7% poniżej wartości liniowych, natomiast dla płyt naświetlanych w technologii XPS było to jedynie 3% poniżej wartości liniowych.
Odchylenie standardowe obliczono dla wszystkich 36 pomiarów płyty pełnej i uśredniono dla wszystkich powieleń w celu uzyskania jednego odczytu.
Dla każdego punktu skali tonalnej, płyta naświetlana w technologii XPS wykazywała co najmniej połowę rozbieżności stwierdzonych dla płyt naświetlanych w technologii konwencjonalnej.
Dla punktu minimalnego, płyta naświetlana w technologii XPS charakteryzowała się odchyleniem standardowym wynoszącym 0,05%, podczas gdy płyta naświetlana w technologii NK - 0,14% a płyta naświetlana w technologii ZNK - 0.13%. Potwierdza to wyższą spójność płyty naświetlanej w technologii XPS.
Wykres ten przedstawia redukcję zakresu uzyskanego przy pomocy urządzenia XPS Crystal firmy Esko.
Rys. 1.4. Średni zakres pomiarów Betaflex płyt pełnych
Zwłaszcza dla punktu minimalnego wystąpił szeroki zakres pomiaru dla płyt naświetlanych w technologii XPS. Średni zakres dla urządzenia XPS firmy Esko wyniósł 0,19%, podczas gdy dla technologii konkurencyjnych był o większy i wyniósł 0,59% dla NK oraz 0,71% dla ZNK.
Ponowne wykonanie próbek było niezbędne w 1 z 3 testów. Jednak w przypadku płyt naświetlanych w technologii XPS nie było konieczne ponowne wykonanie próbek, ponieważ oprogramowanie było w stanie wykryć wystarczającą rozdzielczość podczas pierwszej próby, aby za każdym razem poprawnie określić punkty druku.
Rys.1.5. Średnie odchylenie standardowe pomiarów Betaflex płyt pełnych
Wnioski
Na podstawie analizy porównawczej płyt naświetlanych w technologii naświetlania konwencjonalnego i zimnego naświetlania konwencjonalnego z płytami naświetlanymi urządzeniem Crystal XPS firmy Esko, można jednoznacznie stwierdzić, że urządzenie XPS pozwala na produkcję bardziej jednorodnych płyt fleksograficznych, a szczególnie obszary punktów podświetlenia są bardziej jednorodne i dobrze zdefiniowane, co przekłada się na wyższą jakość płyt i spójność dla klientów firmy Esko.
Ze względu na dużą liczbę zmiennych wymagających kontroli w ramach druku fleksograficznego, uzyskanie płyt o spójnej wysokiej jakości umożliwia firmom drukarskim koncentrację na ogólnej optymalizacji procesu i wykorzystaniu zasobów zamiast zwykłej codziennej kontroli jakości.
W sytuacji, gdy firmy drukarskie starają się redukować koszty i zwiększać wydajność bez konieczności inwestycji w nowe urządzenia lub pracowników, oczywiste jest to, że urządzenie Crystal XPS firmy Esko pozwoli im na wejście na nowy poziom wydajności produkcji płyt fleksograficznych.
Dodatkowe informacje o nowoczesnych rozwiązaniach Esko Crystal do produkcji płyt fleksograficznych znajdą Państwo na stronie www.esko.com.